Accurately calculating the required heating capacity for a thermal oil heater is a foundational step…
thermal oil heater for chemical industry
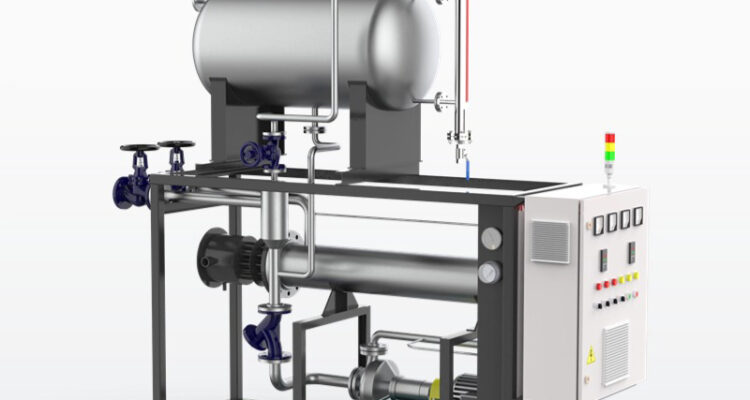
Thermal Oil Heater for Chemical Industry
A thermal oil heater for chemical industry applications is widely used to provide stable and efficient high-temperature heating for production processes. Chemical manufacturing often requires accurate thermal control, continuous heat supply, and reliable operating conditions. Thermal oil heating systems are suitable for these environments because they can deliver high temperatures under relatively low pressure.
Compared with traditional steam systems, thermal oil circulation offers more stable temperature regulation and improved heat transfer performance. These advantages make thermal oil heaters important equipment in many chemical processing facilities.
Why the Chemical Industry Uses Thermal Oil Heaters
Chemical production processes often involve reactors, distillation systems, dryers, mixers, and heat exchangers that require controlled heating conditions.
High Temperature Heating Capability
A thermal oil heater can achieve elevated operating temperatures while maintaining lower system pressure. This operating method helps reduce stress on industrial pipelines and process equipment.
High-temperature thermal energy is commonly required in chemical reactions, material processing, and solvent heating operations.
Stable Temperature Control
Temperature stability is extremely important in chemical manufacturing. Even small temperature fluctuations may affect reaction speed, product quality, or material properties.
Thermal oil systems provide consistent heat transfer through continuous circulation, helping maintain stable production conditions.
Efficient Heat Transfer Performance
Thermal oil has strong thermal conductivity and can distribute heat evenly across multiple process units.
Efficient heat transfer supports:
- Faster process heating
- Reduced energy waste
- Improved production efficiency
- Better temperature uniformity
Continuous circulation also helps reduce localized overheating inside chemical equipment.
Common Applications in Chemical Processing
Thermal oil heaters are widely used across different chemical production sectors.
Reactor Heating Systems
Chemical reactors often require accurate temperature control during mixing and reaction processes.
Thermal oil circulation helps maintain stable reactor temperatures during:
- Polymer production
- Resin processing
- Chemical synthesis
- Adhesive manufacturing
- Organic compound processing
Controlled thermal conditions improve reaction consistency and product quality.
Distillation and Separation Processes
Distillation systems depend on stable heating to separate chemical components efficiently.
Thermal oil heaters provide reliable heat for:
- Solvent recovery
- Fractional distillation
- Oil refining processes
- Chemical purification systems
Consistent heat supply improves separation accuracy and production stability.
Drying Equipment
Many chemical materials require controlled drying during manufacturing.
Thermal oil heating supports industrial drying systems used for:
- Powder drying
- Granule processing
- Pigment production
- Chemical raw material treatment
Uniform heating helps prevent uneven moisture removal and material damage.
Heat Exchanger Systems
Chemical plants frequently use heat exchangers to transfer thermal energy between process fluids.
Thermal oil systems help maintain stable operating temperatures in continuous production environments.
Main Components of a Thermal Oil Heater System
Several important components work together to support safe and efficient chemical industry heating.
Heater Coil and Combustion Chamber
The heater coil absorbs thermal energy generated by the combustion chamber. Thermal oil flowing through the coil transfers this heat throughout the industrial process system.
Efficient combustion improves fuel utilization and heating performance.
Circulation Pump
The circulation pump maintains continuous thermal oil movement inside the closed-loop system.
Stable flow conditions help:
- Prevent overheating
- Improve heat transfer
- Maintain temperature consistency
- Support continuous operation
Reliable pump performance is essential in chemical production environments.
Expansion Tank
The expansion tank accommodates thermal oil expansion during high-temperature operation.
This component helps stabilize system pressure and supports safe circulation throughout the heating process.
Automatic Control System
Modern chemical facilities often rely on automatic temperature control systems for accurate thermal management.
Control systems may regulate:
- Burner output
- Temperature limits
- Flow monitoring
- Pressure protection
- Emergency shutdown functions
Automation improves operational safety and production precision.
Energy Efficiency in Chemical Industry Heating
Energy efficiency is an important consideration in chemical manufacturing due to continuous operating conditions and high thermal demand.
Reduced Heat Loss
Well-insulated pipelines and equipment surfaces help minimize heat loss throughout the heating system.
Efficient insulation improves thermal performance while reducing fuel consumption.
Precise Temperature Regulation
Accurate temperature control prevents unnecessary overheating and improves energy utilization.
Matching heat output with actual process demand helps reduce operational waste.
Exhaust Heat Recovery
Some chemical facilities use exhaust heat recovery systems to reuse thermal energy from combustion gases.
Recovered heat may support preheating processes or improve overall plant energy efficiency.
Safety Considerations for Chemical Industry Applications
Chemical production environments often involve flammable materials, reactive substances, and continuous high-temperature operation.
Prevent Thermal Oil Overheating
Excessive operating temperature may degrade thermal oil and reduce heat transfer efficiency.
Overheating can also increase:
- Carbon deposit formation
- Sludge buildup
- Fire risk
- Equipment damage
Continuous temperature monitoring helps maintain safer operation.
Maintain Stable Circulation
Low oil circulation flow may create dangerous hot spots inside the heater coil.
Routine pump inspection and flow monitoring help prevent circulation failure.
Monitor Combustion Conditions
Proper burner adjustment supports stable combustion and reduces incomplete fuel burning.
Poor combustion may increase exhaust emissions and reduce heating efficiency.
Inspect Pipelines Regularly
Chemical plants often operate continuously for long periods, making routine pipeline inspection important.
Operators should monitor for:
- Oil leakage
- Corrosion
- Insulation damage
- Thermal expansion stress
- Loose pipe supports
Early maintenance helps reduce operational risk.
Factors Affecting Thermal Oil Heater Performance
Several operating conditions influence heating efficiency and reliability in chemical production.
Thermal Oil Quality
Thermal oil gradually degrades under prolonged exposure to high temperatures and oxygen.
Poor oil condition may reduce:
- Heat transfer efficiency
- Circulation stability
- Temperature control accuracy
Routine oil analysis helps maintain stable system operation.
Combustion Efficiency
Stable burner performance improves thermal output while lowering fuel consumption.
Proper combustion air adjustment supports cleaner and more efficient heating conditions.
Process Load Changes
Chemical production demand may vary during different operating stages.
Flexible heating control helps maintain stable thermal performance under changing process loads.
Advantages of Thermal Oil Heaters in Chemical Plants
Thermal oil heating systems offer several advantages for industrial chemical applications.
Continuous Industrial Operation
Thermal oil systems support long operating cycles with stable heat transfer performance.
Lower Operating Pressure
High temperatures can be achieved without excessive system pressure, improving overall operational safety.
Flexible System Design
Thermal oil heaters can support multiple heating zones and different process units within chemical production facilities.
Improved Production Stability
Accurate temperature control helps maintain consistent product quality and reliable chemical reaction conditions throughout industrial manufacturing processes.
Related Posts


